cobalt based welding wires
cobalt based welding wires
Hook:
When metal components face a combination of high temperature, severe abrasive wear, and chemical attack, achieving reliable surface protection and component repair requires a filler metal that can perform under these demanding conditions. Conventional welding wires may not maintain the necessary properties in such aggressive service environments.
Product Overview:
Cobalt-based welding wires are filler metals designed for overlaying and hardfacing applications, where the primary goal is to create a wear- and corrosion-resistant surface layer. These wires are formulated from a family of cobalt-chromium-tungsten alloys. The available grades offer different balances of hardness, abrasion resistance, and high-temperature stability, allowing for selection based on the specific wear mechanism and operating conditions. This product line is recognized for its potential utility in extending the service life of critical industrial components.
Common Applications & Key Properties:
Cobalt-based welding wires are utilized in industries where components are subjected to intense wear at elevated temperatures. Typical application areas include overlay welding for valve seats and gates, hot shear blades, extrusion screws, pump sleeves, and components in the petrochemical and power generation sectors. Wires within this series can be engineered to deposit weld metal that exhibits properties such as resistance to abrasive wear, galling (adhesive wear), and oxidation or corrosion at high temperatures. Some grades are noted for maintaining performance at temperatures reaching approximately 800°C.
Packaging & Availability:
Our standard cobalt-based welding wires are supplied for convenience in common industrial packaging formats. Root length 350mm, 5 kg per box, 20 kg per carton.
Technical Consultation:
Selecting the most appropriate grade of cobalt-based welding wire requires consideration of the base metal, the exact type of wear (abrasion, erosion, impact), and the operating temperature. We can provide data sheets for our different grades upon request. Contact our technical team to discuss your specific hardfacing, overlay welding, or component repair challenge and to determine the suitability of our cobalt-based wires for your application.
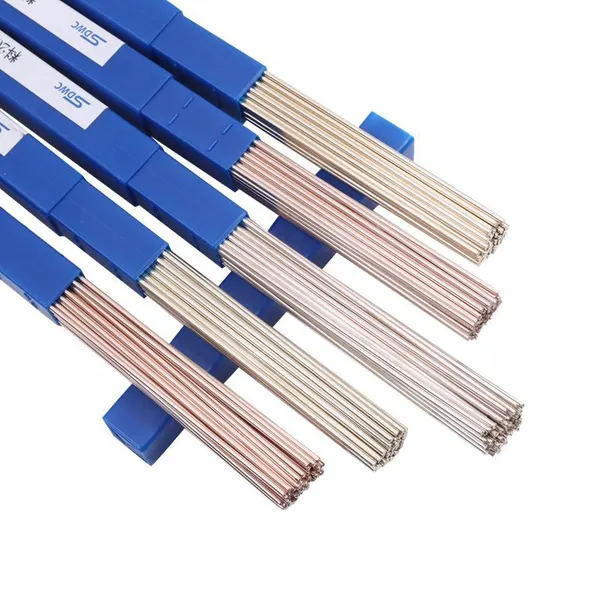
AWS A5.21RCoCr-B stellite 12 mig tig welding wires used in Wood sawtooth,
GB/T 29713 RCoCr-B
YB/T 5092 H112
AWS A5.21 RCoCr-B
ISO 14343-B-RCoCr-B
Description:
ND112 cobalt-based surfacing tig welding wires in the Co-Cr-W surfacing alloy with moderate hardness, wear resistance than ND111 good, but slightly less plastic, with good corrosion resistance, heat and wear resistance, about 650 ℃ high temperature Still maintain these characteristics.
Use:
Cobalt based welding wires mainly used for high temperature, high pressure valves, internal combustion engine valves, high pressure pump sleeve and liner sleeve, hot roll hole type welding
Deposited metal Chemical composition (%)
project (guarantee value):
C 1.2-1.7
Mn ≤1.0
Si 0.4-2.0
Cr 26-32
W 7.0-9.5
Fe 2.0
Co margin
S -
Cu -
Reference current (AC, DC-):
diameter(mm) Welding current(A)
1.6 50~100
2.0 100~200
2.5 200~300
3.2 300~400
Surfacing layer hardness HRC: 45-50
Key attributes:
material: cobalt base alloy
operating temperature: 500-800
welding current: standard
customized support: OEM, ODM, OBM
place of origin: Hebei, China
model number: AWS A5.21 RCoCr-B
brand name: Naidi
application: wood saw tooth, hot rolling finishing roller pass
operating current: standard
Product name: AWS A5.21RCoCr-B stellite 12 mig tig welding wires
hrc: 45-50
Package: 5 kg per box, 20 kg per carton
temperature: 500-800 centidegree
tensile of strenght: 840mpa
Standard: aws ERCOCR-B S112
Feature: good heat and wear resistance
Usages: valves, internal combustion engine valves
OEM: Accept OEM
Shape: mig
Packaging and delivery:
Selling Units: Single item
Single package size: 50X50X30 cm
Single gross weight: 20 kg
Lead time:
Quantity 1 - 450 kilograms Lead time 7 days
Quantity > 450 kilograms Lead time To be
Precautions:
1. Protection of gas: the use of pure Ar; flow: current in the 100 ~ 200A 9 ~ 14L / min, the current in the 200 ~ 300A 14 ~ 18L / min.
2. Tungsten pole extension length: 3 ~ 5mm; arc length: 1 ~ 3mm.
3. Wind speed limit of ≤ 1.0m / s; Proposed in the welding area on the back of the argon protection.
4. In the welding, the welding line energy directly affects the size of the weld metal mechanical properties and crack resistance, etc., should be more attention.
5. The welding parts of the rust layer, moisture, oil, dust, etc. in addition to the net.The above recommend ations are for reference only, in the specific operation of the prevailing situation prevail. If necessary, first process evaluation and then determine the welding program.
Recently Posted
-
aluminum welding wires
May 13, 2026Mig aluminum welding wires Er5356 AlMg5 for ShipbuildingProduced in China, this aluminum welding wires a stable supply chain, prom Read More
Read More -
Hardfacing wires
May 13, 2026Hook:When critical equipment components in mining, cement production, or heavy machinery begin to show accelerated wear, the resul Read More
Read More -
Wear resistant welding wires
May 13, 2026Hook:In demanding manufacturing and repair environments, machinery components are continuously exposed to abrasive materials, fric Read More
Read More -
stainless steel welding wires
May 13, 2026Hook:Selecting the appropriate stainless steel welding wires requires matching the alloy composition to the base material and the Read More
Read More